پرینت سه بعدی CERAMIC/BIO
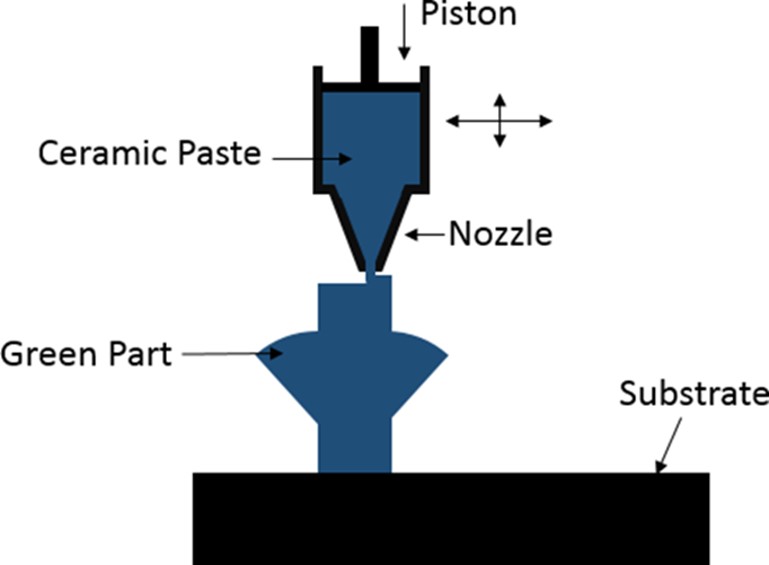
به دلیل شباهت ظاهری با پرینترهای دو بعدی، اغلب از خمیر شبه پلاستیکی با نام جوهر یاد میشود که ممکن است باعث سردرگمی شود. اشیاء در این روش به روش لایهگذاری ساخته میشوند؛ به این صورت که نازل برای تکمیل هر بخش از روی مدل CAD، خمیر را با الگوی مناسب اکسترود میکند. از این نظر روبوکستینگ شباهت زیادی با FDC دارد اما با این تفاوت که به جای انجماد ماده پس از اکسترود، شکل قطعه با یک ماده شبه خمیری حفظ میشود.
دقت نازلهای مورد استفاده برای اکسترود خمیرهای سرامیکی به 30 میکرومتر و برای خمیرهای پلیمری به 1 میکرومتر میرسد. امکان استفاده از نازلهای بزرگتر ( 1 میلیمتر) نیز در این فرآیند وجود دارد که سرعت ساخت قطعه را در مقایسه با فرآیندهای ساخت افزایشی دیگر به اندازه قابل توجهی بالا میبرند. در FDC، تولید برخی ویژگیهای برآمده و پوششدهنده خاص و همینطور همه ویژگیهای متحرک با دشواریهایی همراه است.
فناوری های پرینت سه بعدی مرتبط با روبوکستینگ
 تعدادی از فناوریهای پرینت سه بعدی تا حد زیادی با روبوکستینگ مرتبط هستند، اما هنوز مشخص نیست که بر اساس چه مشخصهای باید یک روش جداگانه را از یک طبقهبندی خاص متمایز ساخت. نمونههایی از این امر عبارت هستند از «ساخت و تولید از طریق اکستروژن با شکل منجمد» (FEF)، «ساخت و تولید از طریق اکستروژن با شکل آزاد» (EFF) و «اکستروژن سرامیک بر حسب تقاضا» (CODE).
تعدادی از فناوریهای پرینت سه بعدی تا حد زیادی با روبوکستینگ مرتبط هستند، اما هنوز مشخص نیست که بر اساس چه مشخصهای باید یک روش جداگانه را از یک طبقهبندی خاص متمایز ساخت. نمونههایی از این امر عبارت هستند از «ساخت و تولید از طریق اکستروژن با شکل منجمد» (FEF)، «ساخت و تولید از طریق اکستروژن با شکل آزاد» (EFF) و «اکستروژن سرامیک بر حسب تقاضا» (CODE).
در FEF، بستر تا زیر نقطه انجماد خمیر سرد میشود به طوری که آب درون قطعه پرینتی یخ میزند و استحکام بدنه خام آن را بالا میبرد. در EFF، خمیر همچون مونومر است و بستر به حدی گرم میشود که این مونومر به محض تماس با آن پلیمریزه شود؛ در اینجا نیز پلیمریزاسیون به استحکام قطعه خام میافزاید. در روش CODE هر لایه پیش از لایهنشانی لایه بعدی خشک میشود و برای آنکه کنارههای آن به طور غیر یکنواخت خشک نشود، اطراف آن به صورت همزمان در روغن غوطهور میشود.



معایب پرینت سه بعدی روبوکستینگ
از منظر مقایسه، LCM دارای رزولوشن 40 میکرومتر در صفحه ساخت x-y، 25 میکرومتر در جهت عمودی ساخت و زبری سطح 0.36 میکرومتر است. در LCM، استحکام بدنه خام زیاد است، بنابراین امکان تولید برآمدگیهای بزرگ و ویژگیهای پوششدهنده نیز وجود دارد؛ اما در روبوکستینگ، استحکام بدنه خام به هنگام پرینت به خواص ویسکوالاستیک خمیر برمیگردد که تولید چنین ویژگیهایی را دشوار میسازد. به همین خاطر، قطعاتی که با روبوکست تولید میشوند اغلب عاری از جزئیات هستند و به ندرت پیش میآید که به شکلی غیر از شکلهای ساده و ابتدایی مانند شبکه، مربع، استوانهای و گلدانهای تک جداره یافت شوند.
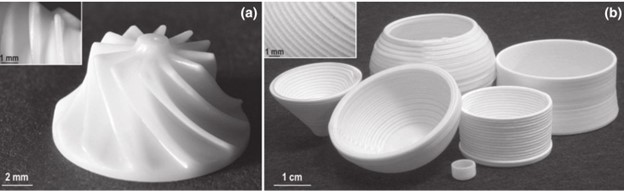
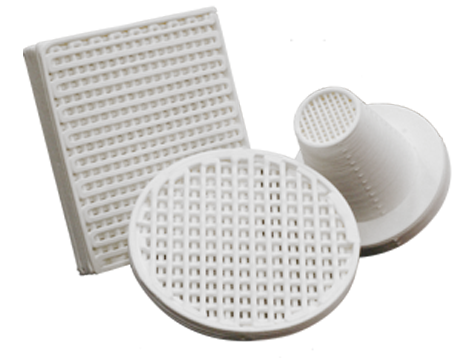
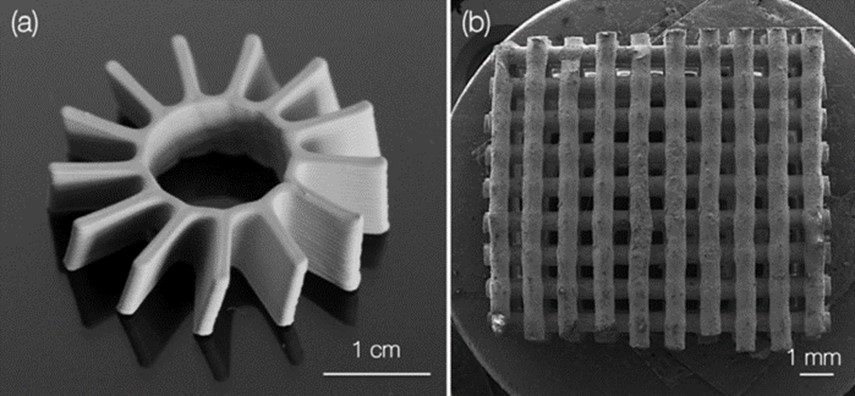
عکسهای: a) یک قطعه از جنس ZrO2 که با LCM تولید شده است و b) وسایل آزمایشگاهی از جنس Al2O3 که با روبوکستینگ تولیده شدهاند. در این تصاویر، تفاوت دو روش روبوکستینگ و LCM از نظر رزولوشن و قابلیت تولید قطعات پیچیده به خوبی نمایش داده شده است.
قطعاتی که در شکل بالا دیده میشوند، از پیچیدهترین شکلهایی هستند که تا کنون به روش روبوکستینگ تولید شدهاند. بیشک این امر بزرگترین نقطه ضعف روبوکستینگ در مقایسه با روشهای ساخت افزایشی دیگر است و باید تا پیش از آنکه روبوکستینگ به عنوان یک روش کلی و کارآمد برای ساخت افزایشی سرامیک شناخته شود، به این موضوع توجه کرد.
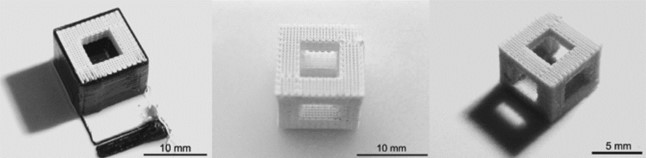
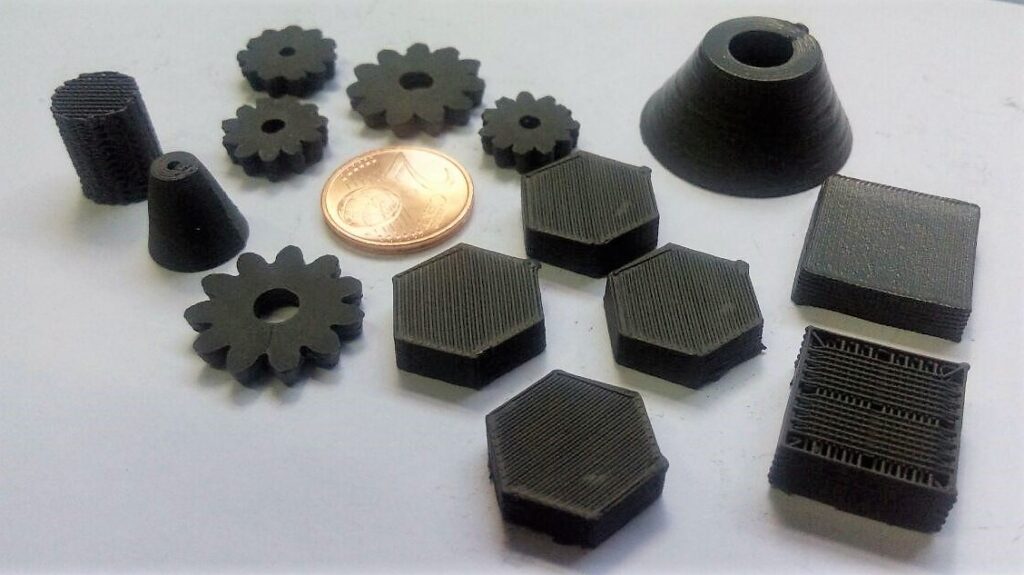
یک نمونه از قطعاتی که به ندرت با روبوکستینگ تولید میشود؛ برای تولید این قطعه، با استفاده از یک ابزار چندمادهای، یک ماده قربانی برای تقویت پرینت شد (در این مورد، خمیری بر پایه کربن سیاه).