




پرینت سه بعدی SLM به طور گسترده در صنعت هوافضا برای ساخت قطعات پیچیدهای مانند پرههای توربین، براکتها، مبدلهای حرارتی و قطعات ساختاری مورد استفاده قرار میگیرد. توانایی این تکنولوژی در تولید قطعات سبک وزن و با استحکام بالا با ظاهر هندسی پیچیده، آن را برای استفاده در صنعت هوافضا مناسب کرده است.
شاید ندانید اما سبک بودن سازهها در صنعت هوافضا، از هر چیز دیگری مهمتر است. هزینه ترابری هر یک کیلوگرم در فضا، اکنون حدود ۱۰,۰۰۰ تا ۲۰,۰۰۰ دلار است. از همین رو، اهمیت پرینت سه بعدی قطعات فلزی که از نظر توپولوژی بهینه سازی شدهاند، در اینجا نمایان میشود.
یک نمونه از این امر، تولید محصولات مربوط به میکروآنتنها است؛ در این زمینه، شرکت Optisys با استفاده از فناوری پرینت سه بعدی فلزی SLM، تعداد آرایههای مجزا را در آنتنهای ردیابی خود از ۱۰۰ عدد به ۱ رساند. در نتیجه این ساده سازی، Optisys موفق شد که زمان تولید و عرضه این محصول را از یازده ماه به تنها دو ماه کاهش دهد و در عین حال نیز، ۹۵% وزن آن را کم کند (تصویر زیر).

با پرینت سه بعدی فلز، امکان تولید ساختارهای آلی متناسب با آناتومی افراد فراهم میشود. در حال حاضر نیز یکی از موارد استفاده مهم SLM، تولید ایمپلنتهای پزشکی با مواد زیست سازگار مانند تیتانیوم است.
دکتر گیدو گراپیولو نخستین جراحی بود که در سال ۲۰۰۷، یک ایمپلنت را برای بخشی از مفصل ران پرینت سه بعدی کرد. او با کمک شرکتهای Lima و Arcam یک ایمپلنت تیتانیومی موسوم به کاپ Delta-TT طراحی کرد.
ایمپلنت Delta-TT دارای یک ساختار شبکهای است که روند بهبود بیمار و رشد استخوان را سرعت میبخشد. تا یک دهه بعد، بیشتر از ۱۰۰,۰۰۰ عدد از این ایمپلنت برای بیماران استفاده شد و نتیجه موفقی به همراه داشت.
این روزها، بسیاری از روشهای سنتی تولید در صنعت خودروسازی با پرینت سه بعدی فلز جایگزین میشوند و این امر با سرعت زیادی جریان دارد. با این حال، پرینت سه بعدی فلز بیش از هر چیزی اکنون برای ارتقای عملکرد و مسابقات رقابتی به کار میرود.
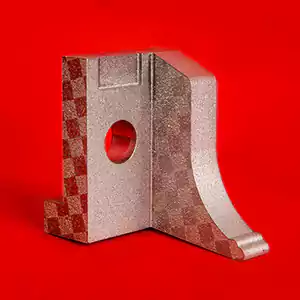
تیم دانشجویی TU Delft Formula با استفاده از فناوری SLM توانستند یک براکت بهینهسازی شده را برای خودروی فرمول یک خود بسازند. براکتی که آنها ساختند در واقع یک نقطه اتصال اصلی میان چرخ و شاسی است و طراحی آن به گونهای است که میتواند نیروهای بیشتر از ۴۰۰ کیلوگرم را تحمل کند.
استحکام این براکت تیتانیومی در مقایسه با قطعه فولادی مشابه خود که به روش ماشینکاری ساخته میشود، ۲ برابر بیشتر است در حالی که تنها نیمی از وزن نمونه فولادی را دارد (تصویر زیر).

در جای دیگر، از پرینت سه بعدی فلز برای ساخت ابزارآلاتی استفاده میشود که عملکرد بالاتری دارند. ابزارهای پیشرفته نیز بازده فرآیندهای دیگری را افزایش میدهند. برای نمونه، برخی از قالبهای فلزی که داخل آنها کانالهای یکدستی برای خنک سازی وجود دارد، با استفاده از پرینت سه بعدی SLM تولید میشوند. کانالهای خنک سازی را میتوان به هر شکلی پرینت و تا جای ممکن به قطعه نزدیک کرد.
هزینه پرینت یک قالب فلزی چیزی حدود ۱۰,۰۰۰ دلار است که خیلی بیشتر از قالبهای ۴,۰۰۰ دلاری CNC است. اما این هزینه بیشتر، میتواند بهبود چشمگیری در عملکرد قالب به وجود آورد. به گفته کاربران، چرخههای تزریق با چنین قالبی بین ۶۰ تا ۷۰ درصد کوتاهتر شده و هیچ چیزی در قالب باقی نمیماند (تصویر زیر).

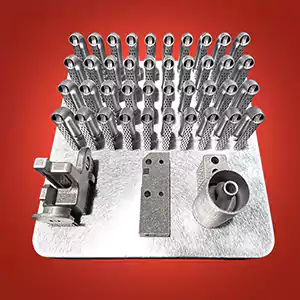
مهمترین کاربرد اکستروژن فلز در دنیای امروز، تولید نمونههای اولیه فلزی است. در میان همه راهحلهای داخلی، روش اکستروژن فلزی در زمان شما بسیار صرفه جویی میکند و به طور کلی، مدت زمان تولید تا عرضه محصولات مهندسی نوین را کاهش میدهد.
استارتاپ Lumenium در زمینه نوآوری و توسعه موتورهای احتراق داخلی فعالیت میکند. آنها برای ساخت نمونه قطعات موتورهای خود به دنبال رویکردی بودند که مقرون به صرفه باشد و به کار آنها سرعت ببخشد. به طور معمول، دورههای توسعه این شرکت چیزی حدود سه سال و نیم طول میکشید. بنابراین آنها اکستروژن فلز را وارد روند کار خود کردند و پس از آن موفق شدند زمان توسعه را به اندازه ۲۵% یعنی ۲ سال و ۹ ماه کاهش دهند (تصویر زیر). همچنین درباره ساخت طلا با پرینتر سه بعدی بیشتر بدانید.