ابعاد ساخت
335*200*320 میلی متر
حداکثر خطای ساخت 0.3 میلی متر
مزایا و معایب
متریال های بسیار گسترده و کاربردی
دقت و جزئیات بیشتر از MSLA
زمان ساخت بیشتر از روش های FDM و MSLA
قیمت بالاتر در مقایسه با روش MSLA
کاربرد
ساخت قطعات کاملا کاربردی و نهایی
ساخت قالب های تزریق برای تیراژ پایین
ساخت روکش های دندان
ساخت قالب های ریخته گری و جواهر سازی
هزینه ساخت
هزینه بالاتر در مقایسه با دیگر روش های رزینی
پرینت سه بعدی SLA
استریولیتوگرافی که بیشتر با نام اختصاری SLA شناخته میشود، یکی از فناوریهای پرطرفدار ساخت افزایشی در سراسر جهان است. چاک هال، مدیر کل بخش فناوری و یکی از بنیانگذاران 3D Systems، در دهه 80 میلادی دست به اختراع این فناوری زد.
در حقیقت، نخستین فناوری پرینت سه بعدی که به مرحله تجاریسازی رسید، استریولیتوگرافی بود. روش کار پرینت سه بعدی SLA به این صورت است که مخزنی از رزین مایع وجود دارد و یک لیزر فوقالعاده قدرتمند این رزین را به شکل مورد نظر سخت میکند. بنابراین میتوان اینطور تصور کرد که در این فرآیند یک مایع حساس به نور، به شکل یک پلاستیک سخت درمیآید. در این میان، پدیده فوتوپلیمریزاسیون اتفاق میافتد و روند آن نه یکباره، بلکه به صورت لایه به لایه انجام میگیرد.
پرینت سه بعدی SLA در دسته پرینت سه بعدی رزینی طبقهبندی میشود و جزو 3 فناوری اصلی پرینت سه بعدی به حساب میآید. فرآیند پرینت سه بعدی FDM و تفجوشی انتخابی با لیزر (SLS) در کنار SLA، سه فناوری مهم پرینت سه بعدی را تشکیل میدهند. اما در میان روشهای رزینی، به 4 فناوری مهم SLA , MSLA، DLP و LCD برخواهیم خورد که مبنای کار همه آنها، پدیده پلیمریزاسیون و استفاده از یک مخزن رزین است. در فناوریهای نام برده، از یک مبنع نوری برای پخت رزین استفاده میشود، بنابراین به طور مشخص، این رزین باید از نوع رزینهای حساس به نور (فوتوپلیمر) باشد. با این حال، در نوع منبع نوری آنها و روش کار آن تفاوتهای زیادی وجود دارد:
- منبع نور در روش استریولیتوگرافی (SLA)، لیزرهای UV هستند که رزین پلیمری را به صورت انتخابی به عمل میآورند.
- منبع نور در روش پردازش دیجیتالی نور (DLP)، یک پروژکتور دیجیتال است که همان کار لیزر UV را انجام داده و لایهای از رزین را به عمل میآورد.
- در روش نمایشگر کریستال مایع (LCD) نیز یک نمایشگر LCD، الگوهای خاصی از نور را منتشر میکند.
فناوری پرینت سه بعدی SLA از جمله روشهای پرکاربردی است که با پلیمریزاسیون یک مخزن رزین (vat) کار میکند. در این روش، رزین پلیمری در اثر تابش پرتوی فرابنفش یک لیزر به صورت لایه به لایه پخت میشود. موادی که در پرینت سه بعدی SLA به کار میروند، در واقع دستهای از پلیمرهای ترموست هستند که حساس به نور بوده و پیش از پرینت در حالت مایع هستند.
دقت و ظرافت، ویژگیهای برجسته پرینت سه بعدی SLA هستند. از این رو، هر کجا که صحبت از ظاهر، تطابق و مونتاژ باشد، از روش پرینت سه بعدی SLA استفاده میشود. مقدار خطای قطعات پرینت سه بعدی SLA اغلب به کمتر از 0.05 میلیمتر میرسد و علاوه بر این موضوع، پرداخت قطعاتی که با این روش تولید میشوند نسبت به هر فرآیند ساخت افزایشی دیگری بهتر است. با وجود این کیفیتی که این نوع از انواع پرینت سه بعدی ارائه میدهد، میتواند روش خوبی برای تولید مدلهای ریختهگری باشد که این مورد، تزریق قالب، ریختهگری معمولی و ریختهگری در خلاء را در بر میگیرد.
تولید نمونههای اولیه حرفهای، مدلهای نمایشی و انجام تستهای مربوط به ظاهر و تناسب نیز، از دیگر کاربردهای پرینت سه بعدی SLA است. به طور کلی، پرینت سه بعدی SLA را میتوان یک فناوری همه فن حریف دانست که در هر زمینهای، اگر مسئله دقت مهم باشد، میتواند به کار بیاید.
مزیت دیگری که پرینت سه بعدی SLA به همراه دارد، مزیت سرعت است. این موضوع زمانی به چشم میآید که نیاز است انواع مختلفی از نمونههای حرفهای یا الگوهای ریختهگری در ظرف مدت کوتاهی آماده شوند. برگ برنده پرینت سه بعدی SLA، ترکیب سرعت و دقت آن است که میتواند روش خیلی خوبی برای ارزیابی نمونههای اولیه باشد. پرینتهای SLA به قدری دقیق هستند که چیزی از طرح اصلی کم نخواهند داشت؛ این موضوع به سازنده کمک میکند که عیب و ایرادهای طراحی را شناسایی کند و به اصلاح آنها بپردازد، و همچنین، بتواند موانع احتمالی مربوط به تولید انبوه را پیشبینی کند. مشخصات پرینتهای SLA گاهی به قطعاتی از جنس ABS یا پروپیلن که ماشینکاری شدهاند نزدیک است، در صورتی که برای تولید قطعات سفارشی با پرینت سه بعدی SLA نیازی به تجهیزات گرانقیمت و تعویض زمانبر آنها نخواهد بود. فناوری پرینت سه بعدی SLA حتی در مصرف مواد نیز مقرون به صرفه است، زیرا رزینی که در مخزن (vat) باقی ماند، برای پروژههای بعدی استفاده خواهد شد.
گاهی اوقات، هنگام پرینت کردن قطعات SLA از سازههای تکیهگاهی استفاده میشود که این دسته قطعات اغلب به عملیات پسا پردازش نیاز خواهند داشت. عملیات پسا پردازش نیز فرصتی برای بهبود مشخصات قطعه است. برای تمیزکاری سطح قطعات SLA میتوان از روشهای سندبلاست، بید و یا روشی موسوم به اصلاح سطحی با بخار (vapor honing) استفاده کرد. این قطعات قابلیت آن را دارند که حتی با فلزاتی همچون نیکل آبکاری شوند. آبکاری، قطعات SLA را چندین برابر قویتر میکند. علاوه بر این، به قطعات خاصیت هدایت الکتریکی میبخشد و سبب میشود که پایداری ابعادی آنها در محیطهای مرطوب بیشتر شود.
روش کار پرینت سه بعدی SLA چگونه است؟
فرآیند پرینت سه بعدی SLA شامل سه گام مهم است که عبارت هستند از طراحی مدل سه بعدی، پرینت سه بعدی به روش SLA و انجام عملیات پسا پردازش. تصویر زیر، یک طرح کلی از چگونگی کار فناوری SLA ارائه میدهد.
همچون بسیاری از فرآیندهای ساخت افزایشی، اولین قدم برای شروع کار با پرینت سه بعدی SLA نیز طراحی یک مدل سه بعدی در نرمافزار CAD است. پس از آن، یک فایل CAD نهایی تهیه میشود که در واقع یک نمایش دیجتیالی از شی مورد نظر خواهد بود.
گاهی اوقات، امکان تولید خودکار چنین فایلی وجود ندارد، بنابراین فایلهای CAD باید به فرمت فایلهای STL دربیایند. فرمت STL یک زبان هندسی استاندارد است که در نرمافزارهای استریولیتوگرافی به کار میرود. در سال 1987، گروه مشاوره Abert این زبان را به طور خاص برای سیستمهای سه بعدی به وجود آوردند. یک فایل STL تنها هندسه سطح شی سه بعدی را توصیف میکند و از سایر خواص مدل CAD، همچون رنگ و بافت آن چشمپوشی میکند.
پیش از آغاز کار با پرینتر، محتوای فایل STL باید به درون یک نرمافزار اسلایسر مانند Cura ریخته شود. در این پلتفرم یک جیکد (G-code) تولید میشود که زبان مخصوص پرینترهای سه بعدی است.
با شروع فرآیند پرینت، لیزر طرحی از لایه اول را درون رزین حساس به نور ترسیم میکند. نقاطی از رزین مایع که هدف لیزر قرار میگیرند، به حالت جامد درمیآیند و برای این هدفگیری از یک آینه استفاده میشود. این آینه که خود توسط یک کامپیوتر کنترل میشود، لیزر را در جهت مختصات درست هدایت میکند.
مزایا و معایب پرینت سه بعدی SLA
مزایا
- در همه عرصه پرینت سه بعدی، SLA یکی از دقیقترین فناوریهای موجود به حساب میآید.
- نمونههای اولیهای که با SLA پرینت میشوند دارای کیفیت فوقالعاده بالا، جزئیات ظاهری دقیق (دیوارههای نازک، گوشههای تیز و…) و اشکال هندسی پیچیده هستند. ضخامت یک لایه میتواند تا 25 میکرومتر پایین آورده شود و کمینه اندازه بخشهای ظاهری نیز بین 50 تا 250 میکرومتر است.
- محدودترین دامنه تلورانس در بین همه فناوریهای ساخت افزایشی و روشهای نمونهسازی فوری، متعلق به SLA است. این مقدار برای هر اینچ +/- 0.005″ (0.127 میلیمتر) خواهد بود و به ازای هر اینچ بعدی، 002″ به آن اضافه میشود.
- پرینتهای SLA سطح صاف و صیقلی دارند.
- ابعاد قطعه میتواند به بزرگی 50×50×60 سانتیمتر مکعب باشد بدون آنکه اندکی از دقت پرینت کاسته شود.
معایب
- فرآیند پرینت معمولا طولانی است.
- برای پرینت کردن شیبهای تند و بخشهای برآمده باید از سازههای تکیهگاهی استفاده شود. زیرا امکان دارد چنین بخشهایی از قطعه در حین پرینت یا عملیات پخت فرو بریزد.
- رزینهای مورد استفاده به نسبت شکننده هستند، از همین رو، برای تولید نمونههای حرفهای یا انجام تستهای مکانیکی مناسب نیستند.
- تنوع مواد و رنگ در پرینت سه بعدی SLA محدود است. مواد SLA معمولا در رنگهای سیاه، سفید، خاکستری و یا به صورت شفاف یافت میشوند. همچنین، اغلب تولیدکنندگان رزینهای خود را به صورت انحصاری برای پرینترهای خود تولید میکنند، بنابراین امکان استفاده برندهای مختلف رزین در یک پرینتر وجود ندارد.
- هزینههای مربوط به پرینت سه بعدی SLA نسبتا زیاد است که شامل مواردی همچون دستگاه، مواد، محیط آزمایشگاه و غیره میشود.

کاربردهای پرینت سه بعدی SLA
در هر کجا که قطعهای باید سطحی صاف و دقت ابعادی خوبی داشته باشد، پرینت سه بعدی SLA به کار میآید. از مدلهای معماری و زیردریاییهای سونار گرفته، تا لوازمی که در بازار خرید و فروش میشوند، همه میتوانند از مزایای پرینت سه بعدی SLA بهرهمند میشوند. با این حال، به لحاظ تاریخی بیشترین کاربرد پرینت سه بعدی SLA مربوط به بخشهای دندانپزشکی و جواهرسازی بوده است.
مهمترین کاربرد این فناوری در بخش جواهرسازی، تولید قالبهای ریختهگری ارزانقیمت است. در یک مثال ساده، جواهرسازان یک نمونه اولیه از انگشتر سفارش مشتری را با این روش در زمان کوتاهی تولید میکنند تا اندازههای آن را بسنجند و سپس به سراغ ساخت انگشتر میروند.
از دیدگاه یک دندانپزشک، پرینت سه بعدی رزینی یک روش آسان و سریع برای ساخت و تولید مدلهای دندانی، ترمیم، تولید الگوی ریختهگری و از این قبیل موارد است. این موضوع به قدری گسترده است، که برخی شرکتهای پیشگام در این عرصه مانند Formlabs، رزینهایی مختص کارهای دندانی توسعه دادهاند که از جمله کاربردهای آنها میتوان به دندان مصنوعی دیجیتال اشاره کرد.
کاربردهای پرینت سه بعدی را میتوان به سه دسته اصلی تقسیم کرد؛ کاربردهای عمومی، ساخت ابزار و الگو، و در آخر، وسایل زیستسازگار.
بررسی پارامترهای پرینت در فناوری SLA
ر سیستمهای پرینت سه بعدی SLA، بیشتر پارامترهای فرآیند پرینت از طرف خود سازنده تعیین شده و قابل تغییر نیستند. بنابراین، ارتفاع لایه و جهت قطعه تنها اطلاعات ورودی هستند. جهت قطعه نیز موقعیت تکیهگاه را مشخص میکند.
ارتفاع لایه؛ مقادیر این پارامتر از 25 تا 100 میکرون متغیر است. برای پرینت هندسههای دارای انحنا، بهتر است ارتفاع لایهها کم شود، گرچه این کار ممکن است مدت زمان پرینت، هزینه و همینطور احتمال خرابی را بالا ببرد. به طور کلی، ارتفاع لایهها در بیشتر کاربردهای متداول، 100 میکرون است.
ابعاد ساخت؛ این پارامتر اهمیت زیادی برای طراح دارد. اینکه با چه ابعادی میتوان پرینت گرفت، کاملا به نوع دستگاه SLA بستگی دارد. در مورد برنامهریزی دستگاههای SLA دو رویکرد متفاوت برای جهتگیری پرینت وجود دارد که شامل جهتگیری «بالا به پایین» و جهتگیری «پایین به بالا» میشود.
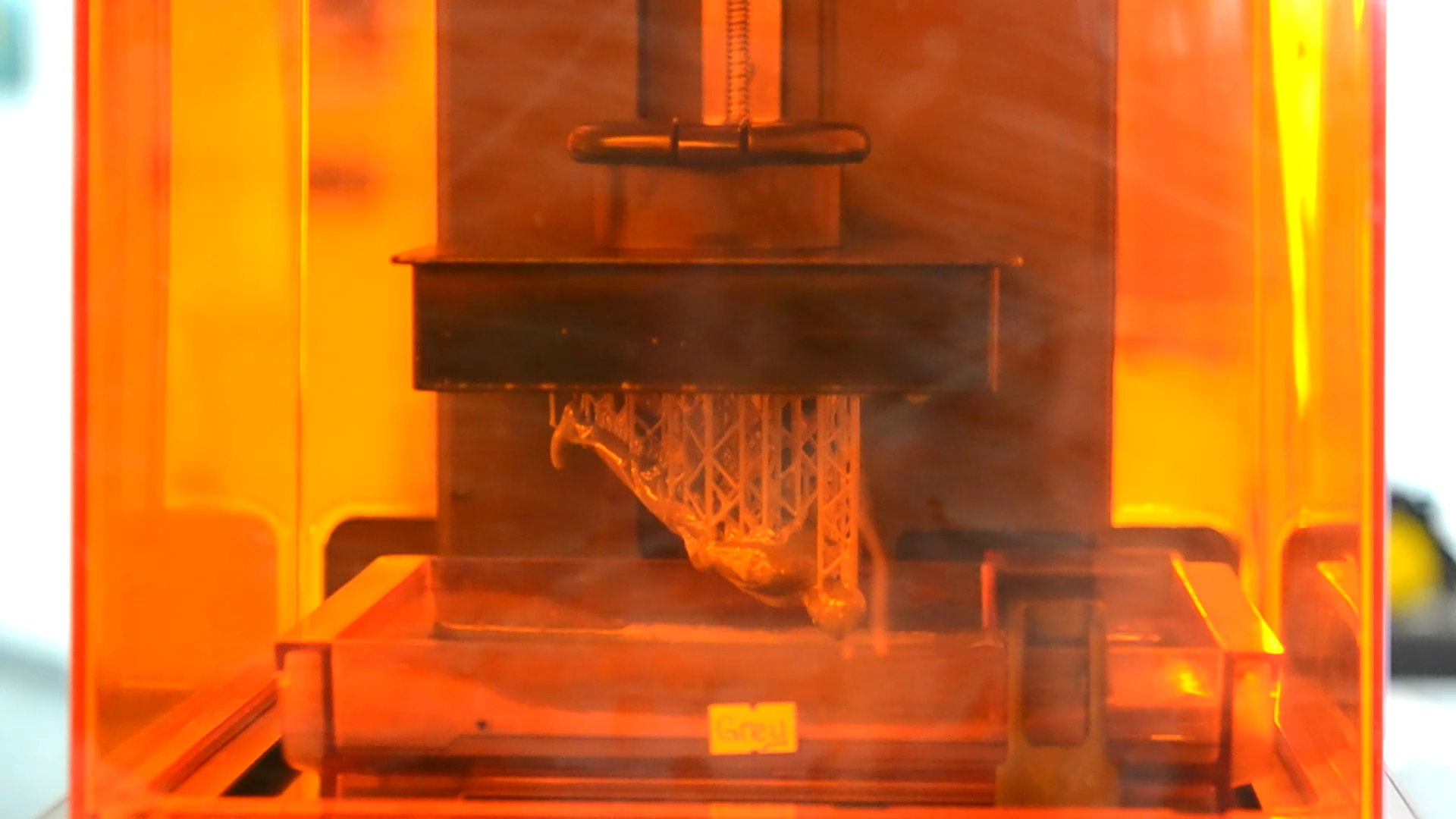
در پرینترهایی که با رویکرد «بالا به پایین» کار میکنند، منبع لیزر در بالای مخزن رزین تعبیه شده و قطعه به گونهای پرینت میشود که جلوی آن به سمت بالا باشد. در لحظه نخست، بستر ساخت در بالاترین نقطه از مخزن قرار دارد و سپس، با پرینت هر لایه، به اندازه ارتفاع لایه بعدی به سمت پایین حرکت میکند.
در پرینترهای «پایین به بالا»، منبع نوری در زیر مخزن رزین قرار میگیرد و قطعه به صورت واروونه ساخته میشود (تصویر بالا را مشاهده کنید). کف مخزن رزین، شفاف است و روی آن یک پوشش از جنس سیلیسیم وجود دارد. این پوشش نور را از خود عبور میدهد اما اجازه نمیدهد رزین پختشده به منبع نوری بچسبد. پس از تمام شدن کار هر لایه، بستر ساخت به سمت بالا حرکت میکند و همین سبب میشود که رزین پختشده از کف مخزن جدا شود؛ این بخش از کار، مرحله ورآمدگی نام دارد.
جهتگیری «پایین به بالا» بیشتر در پرینترهای رومیزی دیده میشود که به عنوان مثال میتوان از پرینترهای سه بعدی Formlabs یاد کرد. حال آنکه جهتگیری «بالا به پایین» به طور معمول در سیستمهای صنعتی پرینت سه بعدی SLA به کار میرود. کار کردن با پرینترهای «پایین به بالا» راحتتر است اما از نظر ابعاد ساخت محدودیت ایجاد دارد. دلیلش هم آن است که در مرحله ورآمدگی، نیروی زیادی به قطعه وارد میشود و اگر ابعاد قطعه بزرگ باشد، ممکن است ورآمدگی به خرابی آن منجر شود. در صورتی که پرینترهای «بالا به پایین» توانایی پرینت در مقیاسهای بسیار بزرگ را با دقت نسبتا خوبی دارند. هرچند که به طور مشخص، استفاده از ظرفیتهای پیشرفته چنین سیستمهایی، نیازمند صرف هزینه بیشتر است.
در جدول زیر، ویژگیهای مهم هر یک از دو جهتگیری پرینت و تفاوت بین آنها به طور خلاصه ذکر شده است.
| SLA با رویکرد پایین به بالا (رومیزی) | SLA با رویکرد بالا به پایین (صنعتی) | |
|---|---|---|
| مزایا | + هزینه پایینتر + قابلیت دسترسی زیاد | + ابعاد ساخت خیلی بزرگ + سرعت بالاتر |
| معایب | – ابعاد ساخت کوچک – تنوع اندک مواد قابل استفاده – به دلیل استفاده از تکیهگاه، باید عملیات پسا پردازش انجام بگیرد | – هزینه بالاتر – به اپراتور متخصص نیاز دارد – برای عوض کردن ماده، همه مخزن باید خالی شود |
| ابعاد ساخت | حداکثر 145×145×175 میلیمتر | حداکثر 1500×750×500 میلیمتر |
| ضخامت رایج لایه | 25 تا 100 میکرومتر | 25 تا 150 میکرومتر |
| دقت ابعادی | ±0.5% (حد پایین: ±0.010 تا ±0.250 میلیمتر) | ±0.15% (حد پایین: ±0.010 تا ±0.030 میلیمتر) |

پرینت سه بعدی SLA با چه خصوصیات منحصر به فردی شناخته میشود؟
نیاز ضروری به سازههای تکیهگاهی، تابخوردگی و چسبندگی لایهها، سه مسئله مهم در پرینت سه بعدی SLA هستند که باید به آنها پرداخته شود.
در فرآیند پرینت سه بعدی SLA همیشه باید از یک سازه تکیهگاهی استفاده کرد. تکیهگاه با همان مادهای پرینت میشود که برای قطعه اصلی در نظر گرفته شده است و پس از پایان پرینت به صورت دستی جدا میشود. جهتگیری قطعه که پیشتر به آن پرداختیم، موقعیت و اندازه تکیهگاه را تعیین میکند. توصیه میشود که با انتخاب جهت مناسب برای قطعه، از تماس تکیهگاه با سطوحی از قطعه که نقش مهمی در ظاهر آن دارند، جلوگیری به عمل آید. نوع به کارگیری تکیهگاه در دو روش «پایین به بالا» و «بالا به پایین» با یکدیگر متفاوت است. این موضوع در پرینترهای SLA که با رویکرد «بالا به پایین» کار میکنند تا حدودی شبیه به فناوری FDM است. بر این اساس، بخشهای برآمده و متصلکننده با دقت زیادی پرینت میشوند و زاویه برآمدگی معمولا 30 درجه است. محدودیتی در تعیین جهت قطعه وجود ندارد، اما برای کاهش تعداد لایهها و میزان استفاده از تکیهگاه، سعی بر آن است که قطعات تا حد ممکن به صورت تخت پرینت شوند.
اما در پرینترهایی که از رویکرد «پایین به بالا» پیروی میکنند مسئله تکیهگاه اندکی پیچیدهتر است. برآمدگیها و اتصالات در اینجا هم نیاز به تقویت شدن دارند، اما آنچه اهمیت بیشتری دارد، کاهش مساحت سطح مقطع لایهها تا جای ممکن است. به این خاطر که ممکن است نیروهای اعمالی در مرحله ورآمدگی، منجر به جدا شدن قطعه از بستر ساخت شوند. مقدار این نیروها با مساحت سطح مقطع لایهها متناسب است. بنابراین، زاویه قرارگیری قطعه در اینجا اهمیت بیشتری پیدا میکند و مسئله کاستن از حجم تکیهگاه، بعد از آن میآید.
تابخوردگی یکی از مشکلات بزرگ پرینت سه بعدی SLA است که به نوعی به دقت قطعات مربوط میشود. تابخوردگی (curling) در SLA همچون پدیده تابخوردگی (curling) در FDM است.
در فرآیند پخت، هنگامی که رزین مقابل منبع نوری پرینتر قرار بگیرد، اندکی منقبض میشود. اما اگر مقدار این انقباض زیاد شود، میان لایه جدید و قسمتی از قطعه که کامل منجمد شده است تنش داخلی بزرگی پدید میآید که در نتیجه آن، قطعه دچار تابخوردگی میشود.
بنابراین، برای کاهش احتمال تابخوردگی، لازم است بخشهایی که احتمال بروز این معضل در آنها وجود دارد با استفاده از یک تکیهگاه تقویت شوند. در این راستا، جهتگیری قطعه نیز نقش مهمی ایفا میکند و علاه بر آن، بهتر است که تعداد لایههای تخت و بزرگ در پرینت از یک حد مشخص فراتر نرود. همچنین، پخت بیش از حد پلیمر نیز میتواند دلیل بروز تابخوردگی باشد؛ هرچند این موضوع تنها به فرآیند پرینت محدود نمیشود و حتی ممکن است زمانی اتفاق بیفتد که قطعه مورد نظر زمان زیادی را در معرض نور مستقیم خورشید سپری کند.
بهترین راه جلوگیری از وقوع تابخوردگی، در نظر گرفتن آن هنگام طراحی قطعه است. سعی شود که تا جای ممکن از نواحی بزرگ، تخت و نازک در طراحی پرهیز شود، و یا از یک ساختار تقویتی برای جلوگیری از تابخوردگی استفاده گردد.
قطعاتی که با روش پرینت سه بعدی SLA ساخته میشوند، دارای خواص مکانیکی همسانگرد هستند. زیرا یک لیزر UV با تنها یک مسیر عبور، برای پخت کامل رزین مایع کافی نیست. سپس، زمانی که لیزر بارهای بیشتری از لایههای جامد قبلی عبور کند، باعث میشود لایههای پیشین بیشتر در یکدیگر ترکیب شوند. بنابراین، عمل پخت بعد از تمام شدن فرآیند پرینت آن لایه، بازهم برای آن ادامه خواهد داشت.
بعد از آنکه فرآیند پرینت کردن به پایان میرسد، قطعات پرینت سه بعدی SLA برای بار دیگر پخت میشوند. این کار برای دستیابی به بهترین خواص مکانیکی انجام میشود. بدین ترتیب قطعات در جعبه پخت قرار گرفته و یک لیزر UV با شدت زیادی به آنها میتابد؛ گاهی اوقات این کار در دماهای بالا صورت میگیرد. بعد از پخت تکمیلی، سختی و مقاومت حرارتی قطعات SLA بالا میرود اما سوی دیگر، شکنندگی آنها بیشتر میشود. نتایج پخت تکمیلی نشان میدهد:
- نخست قطعاتی از رزین شفاف استاندارد با استفاده از یک پرینتر سه بعدی SLA پرینت شده و تکههایی از آنها مورد آزمایش قرار گرفت؛ مشاهده شد که استحکام کششی بعد از پخت تکمیلی به تقریبا دو برابر حالت قبل میرسد (65 مگاپاسکال بعد از پخت تکمیلی، در مقایسه با 38 مگاپاسکال).
- قطعات بعد از پخت تکمیلی میتوانند بار بیشتری را در دماهای بالاتر تحمل کنند (دمای بیشینه از 42ºC به 58ºC رسید).
- ازدیاد طول در هنگام شکست به نصف رسید (6.2% بعد از پخت تکمیلی، در مقایسه با 12%)
قرار گرفتن قطعات پرینتی SLA در معرض نور خورشید نیز به نوعی عمل پخت را انجام میدهد. اما توصیه میشود که پیش از شروع به استفاده کردن از قطعه، سطح آن را با اسپری کردن یک رنگ اکریلیک UV شفاف پوشش دهید. چرا که تابش مستقیم اشعه فرابنفش میتواند اثر زیانباری بر خواص فیزیکی و ظاهر قطعه به جا بگذارد. احتمال تابخوردگی، شکننده شدن و تغییر رنگ قطعات در معرض آفتاب وجود دارد.
چه موادی در فناوری پرینت 3 بعدی SLA به کار میروند؟
مواد مورد استفاده در پرینت سه بعدی SLA به صورت رزینهای مایع یافت میشوند. انتخاب ماده از میان آنها، بر اساس کاربرد نهایی قطعه صورت میگیرد؛ برای مثال ممکن است برای یک کاربرد خاص، خواص مربوط به مقاومت حرارتی، مقاومت به سایش و یک پرداخت صاف و صیقلی مطلوب باشد. از همین رو، قیمت رزینهای مختلف نیز فوقالعاده باهم تفاوت دارد. قیمت این مواد از رزینهای استاندارد که لیتری 50 دلار ارزش دارند شروع شده و به مواد تخصصی مانند رزینهای قابل ریختهگری و دندانی میرسد که قیمت هر لیتر آنها 400 دلار است. تنوع مواد در سیستمهای صنعتی از پرینترهای رومیزی بیشتر است و به گونهای هستند که طراح میتواند خواص مکانیکی قطعه را با دقت بیشتری به خواست خود نزدیک کند.
در فناوری پرینت سه بعدی SLA از مواد ترموست استفاده میشود که نسبت به ترموپلاستیکها، مواد مورد استفاده در فناوریهای FDM و SLS، شکنندگی بیشتری دارند و به همین دلیل معمولا از پرینت سه بعدی SLA برای تولید نمونههای عملیاتی استفاده نمیشود. زیرا چنین نمونههایی باید بتوانند بار زیادی را تحمل کنند که این امر از توان قطعات SLA خارج است. با این حال، امید است که پیشرفت مواد بتواند در آینده نه چندان دور، راهحلی برای این موضوع بیابد.
جدول پیش رو، خلاصهای از مزایا و معایب رزینهایی را که به طور متداول به کار میروند، در اختیار شما قرار میدهد.
. جدول مواد قابل استفاده در پرینت سه بعدی SLA و مشخصات آنها.
| ماده | مشخصات |
| رزین استاندارد |
+ پرداخت صاف و صیقلی – نسبتا شکننده |
| رزین مدلسازی دقیق |
+ دقت ابعادی بالاتر – قیمت بالاتر |
| رزین شفاف |
+ شفافیت – نیازمند عملیات پسا پردازش برای شفافیت زیاد |
| رزین قابل ریختهگری |
+ قابل استفاده برای ساخت الگوی قالب + از بین رفتن آن با درصد کمی از خاکستر همراه است |
| رزین سخت یا بادوام |
+ خواص مکانیکی شبیه به ABS یا PP – مقاومت حرارتی پایین |
| رزین دما بالا |
+ مقاومت دمایی + قابل استفاده برای تزریق پلاستیک و ساخت ابزار با فرآیند شکلدهی گرمایی |
| رزین دندانی |
+ زیست سازگار + مقاومت بالا در برابر سایش – قیمت بالا |
| رزین انعظاف پذیر |
+ مادهای شبیه به لاستیک – دقت ابعادی پایینتر |
کدام رزینها مناسب تکنولوژی پرینت سه بعدی SLA هستند؟
مواد قابل استفاده در پرینت سه بعدی SLA چه تفاوتی با یکدیگر دارند؟ در این گفتار به مقایسه خواص رزینهای اصلی پرداخته میشود که شامل رزین استاندارد، رزین سخت، رزین بادوام، رزین مقاوم به حرارت، رزین شبه لاستیک، رزین دندانی و رزین ریختنی (ریختهگری) است. به هنگام انتخاب مادهای که برای کاربرد خود در نظر دارید، بهترین گزینه را بیابید. در مادا تکنولوژی ما با استفاده از جدید ترین رزین ها و دستگاه های پرینت سه بعدی formlabs ارائه خدمات پرینت سه بعدی SLA با کیفیت به شما را تضمین می کنیم
تولید قطعات پلاستیکی با روش پرینت سه بعدی SLA (استریولیتوگرافی) با دقت و رزولوشن بالا همراه است؛ پرداخت سطح این قطعات بسیار هموار است و جزئیات بسیار دقیق شکل میگیرند. بسیاری از صنایع مختلف از این فرآیند تولید بهره میبرند که دلیل آن، تنوع رزینهای پرینت سه بعدی SLA است.
برای نمونه، رزینهای استاندارد اغلب برای نمونهسازی جامع به کار میروند، در حالی که رزینهای مهندسی در مواردی به کار میروند که به خواص مکانیکی و حرارتی مشخصی نیاز است. رزینهای دندانی و پزشکی نیز دارای گواهینامههای زیستسازگاری هستند.

در ادامه، قصد داریم مواد متداول فناوری SLA را بررسی کنیم تا به نقاط قوت آنها برسیم و با ارائه یک راهنمای عملی، به شما در انتخاب ماده پرینت سه بعدی SLA مناسب تولید قطعه خود، کمک کنیم.
در ادامه، قصد داریم مواد متداول فناوری SLA را بررسی کنیم تا به نقاط قوت آنها برسیم و با ارائه یک راهنمای عملی، به شما در انتخاب ماده پرینت سه بعدی SLA مناسب تولید قطعه خود، کمک کنیم.
نقطه قوت رزینهای پرینت سه بعدی SLA چیست؟
در فناوری SLA، طی فرآیندی به نام فوتوپلیمریزاسیون، یک لیزر UV رزین مایع را به عمل میآورد و به پلاستیک سختشده تبدیل میکند. یک رزین از مونومرها، الیگومرها، آغازگرهای نوری و انواع افزودنیها تشکیل شده است که تفاوت در نوع و مقدار این ترکیبها خواص متفاوتی در رزین پدید میآورد.
قطعات در روش SLA از پلیمرهای ترموست تولید میشوند. مهمترین مزایا و معایبی که در همه مواد SLA دیده میشوند، عبارت هستند از:
مزایای پرینت سه بعدی SLA
- سطحی به صافی قطعات تزریق پلاستیک
- ویژگیهای دقیق و جزئیات زیاد
- سفتی بالا
معایب پرینت سه بعدی SLA
- نسبتا شکننده (ازدیاد طول کم در هنگام شکست)
- نامناسب برای استفادههای مربوط به محیط باز؛ زیرا ممکن است خواص ماده با گذشت زمان تغییر کند (به ویژه هنگامی که بیش از حد در معرض اشعه UV قرار بگیرد)
- مستعد خزش
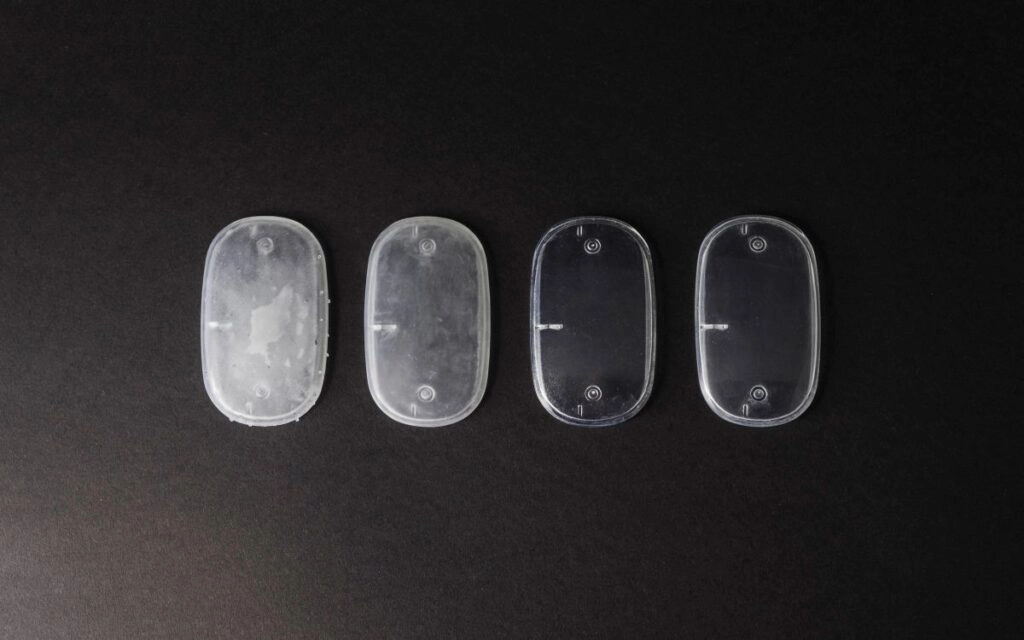
رزین شفاف
خواص مکانیکی رزین شفاف شبیه رزین استاندارد است، با این تفاوت که رزین شفاف را میتوان تا نزدیکی شفافیت نوری تحت عملیات پساپردازش قرار داد.
رزین شفاف گزینه بسیار خوبی برای نمایش ویژگیهای داخلی و ساخت محفظه الایدیها و دستگاههای سیالی است.
مزایا
- تولید ویژگیهای دقیق و جزئیات بسیار
- پرداخت صاف سطح
- شفاف
معایب
- شکننده (ازدیاد طول کم در هنگام شکست)
- استحکام ضربهای پایین
- قرار گرفتن قطعه در برابر اشعه UV (تابش آفتاب) ممکن است شفافیت نوری آن را در طول زمان تغییر دهد
رزین تقویت شده با ذرات سرامیک (رزین صلب)
رزینهای صلب، رزینهایی هستند که با ذرات شیشه یا سرامیک تقویت شدهاند؛ قطعاتی که با این ماده تولید میشوند بسیار سخت و سفت هستند و پرداخت سطح آنها صاف و هموار است.
انواع رزینهای صلب از پایداری و مقاومت حرارتی خوبی برخوردارند (دمای انحراف گرمایی آنها در فشار 0.45 مگاپاسکال با 88 درجه سلسیوس برابر است). مدول الاستیسیته این مواد بالا است و در مقایسه با دیگر رزینهای SLA، این نوع رزین خزش کمتری دارد که یعنی در طول زمان مقاومت بیشتری در برابر تغییر شکل از خود نشان میدهد. با این وجود، رزینهای صلب شکنندهتر از رزینهای سخت و بادوام هستند.
رزین صلب مناسب قطعاتی است که دیوارههای نازکی دارند و ویژگیهای کوچکی در آنها به کار رفته است؛ حداقل ضخامت پیشنهادی برای دیواره، 100 میکرو متر است. برای ساخت قالب و ابزارآلات، جیگها، منیوفلدها، فیکسچرها و همینطور محفظههای الکتریکی و قطعات مربوط به خودروسازی، استفاده از رزین صلب میتواند گزینه خیلی خوبی باشد.
مزایا
- سفتی بالا
- مناسب قطعات دارای ویژگیهای دقیق
- مقاومت حرارتی متوسط
معایب
- شکننده (ازدیاد طول کم در هنگام شکست)
- استحکام ضربهای پایین

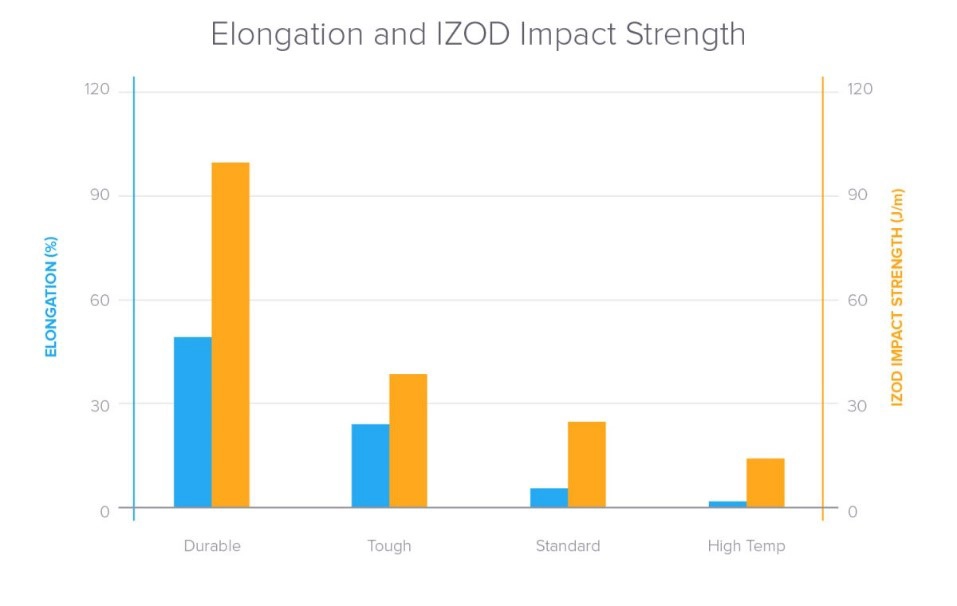
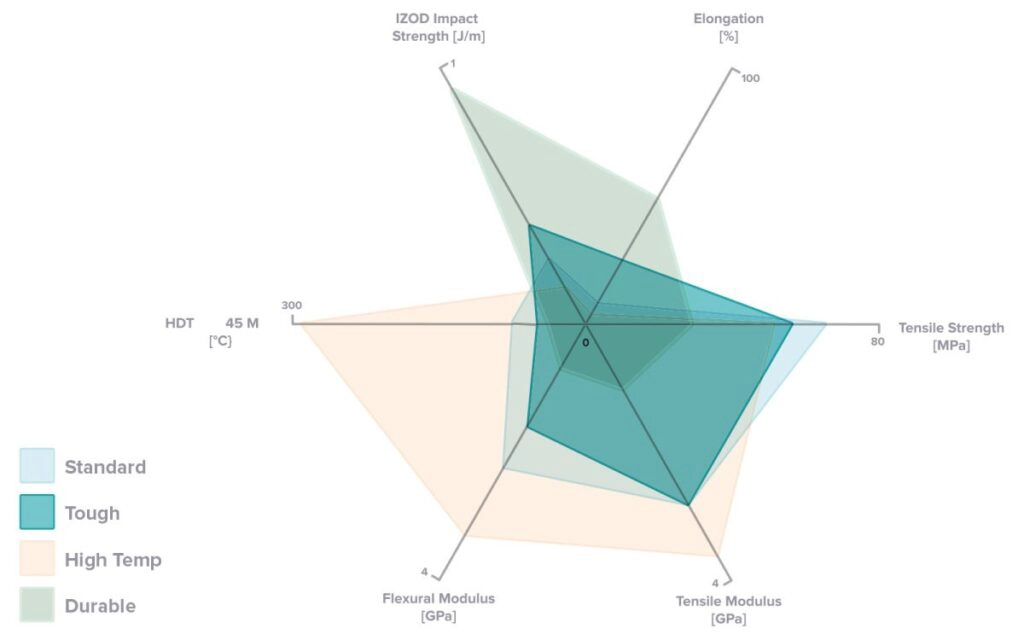
کدام رزین مناسب کار شما است؟ مقایسه مواد پرینت سه بعدی
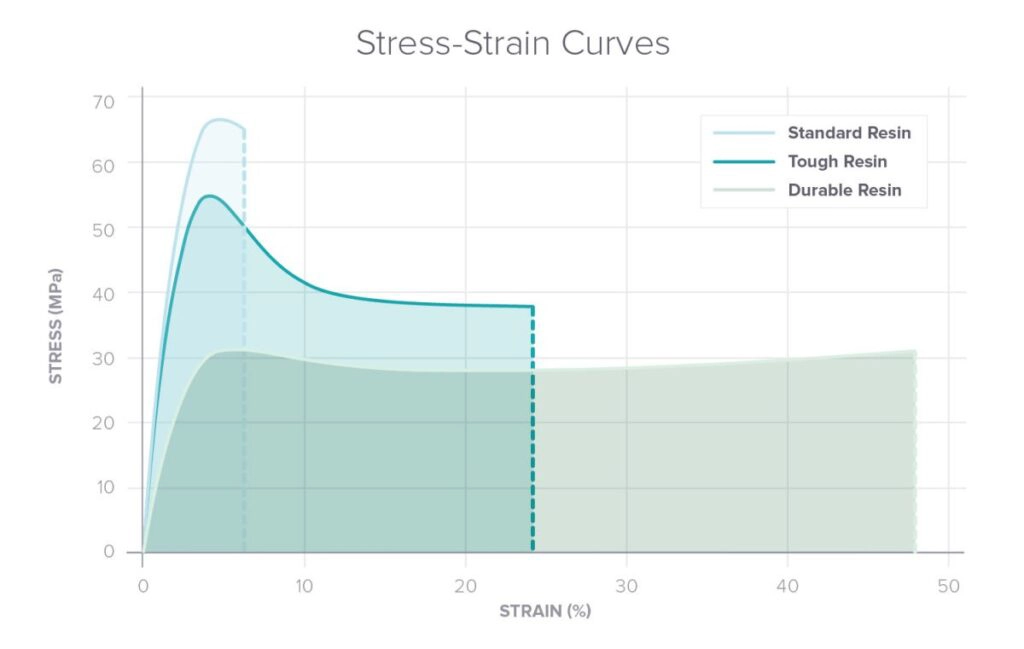
رزین استاندارد: استحکام کششی بالایی دارد اما شکننده است به این صورت که در هنگام شکست، ازدیاد طول کمی دارد، بنابراین برای تولید قطعات کاربردی مناسب نخواهد بود. با استفاده از این رزین امکان خلق ویژگیهای دقیق فراهم میشود که آن را به ماده خوبی برای ساخت نمونههای بصری و مدلهای هنری تبدیل میکند.
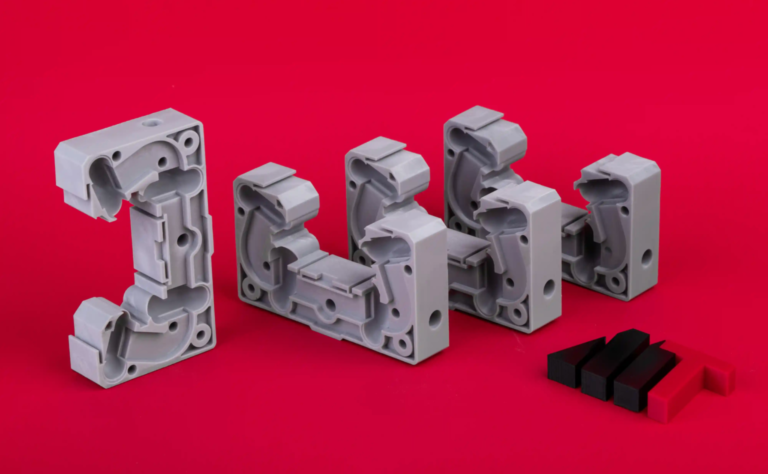
رزین بادوام: در میان مواد پرینت سه بعدی SLA از بالاترین استحکام ضربهای و ازدیاد طول برخوردار است. این ماده بهترین گزینه برای نمونهسازی قطعاتی است که دارای اجزای متحرک و چفت و بست هستند.
رزین سخت از نظر خواص ماده، چیزی بین رزین بادوام و رزین استاندارد است. این ماده استحکام کششی خوبی دارد بنابراین بیشتر مناسب قطعات صلب است که نیاز به سفتی بالایی دارند.
رزین مقاوم به حرارت میتواند دماهای بالای 200 درجه سلسیوس را تحمل کند اما از طرف دیگر، استحکام ضربهای آن بسیار پایین است و حتی از رزین استاندارد هم شکنندگی بیشتری دارد.
رزین سرامیکی بیشترین استحکام کششی و مدول خمشی را دارد اما شکننده است و ازدیاد طول آن در هنگام شکست خیلی کم است، علاوه بر این، استحکام ضربهای پایینی هم دارد. بهتر است به جای رزینهای مهندسی دیگر، از این ماده برای تولید قطعاتی با ویژگیهای دقیق و نیازمند سفتی بالا به کار برود.
در ادامه چند گراف آمده است که خواص مکانیکی متداولترین مواد SLA را نمایش میدهند (با تشکر از Formlabs).


استریولیتوگرافی اولین فرآیندی بود که با هدف نمونهسازی سریع توسعه یافت و قدیمیترین روش پرینت سه بعدی به حساب میآید، با این حال، هنوز هم به عنوان یک راهحل توانمند برای تولید نمونههای اولیه دقیق و بادوام شناخته میشود. بسیاری از صنایع و علاقهمندان آماتور برای نمونهسازی و البته تولید محصولات نهایی خود از این روش بهره میبرند. به علاوه، توسعه این روش هنوز متوقف نشده است، بلکه هر روز که میگذرد دسترسی به آن راحتتر و از نظر هزینه به صرفهتر میشود.