


تابیدگی یکی از عیوبی است که در روش FDM زیاد اتفاق میافتد. در حقیقت زمانی که ماده شروع به سرد شدن میکند، ابعاد آن کوچک میشوند؛ در این حین، هریک از بخشهای مختلف قطعه پرینتی با نرخ متفاوتی سرد میشوند که به دنبال این امر، ابعاد بخشهای مختلف نیز با سرعت متفاوتی تغییر پیدا میکنند. سرد شدن به صورت ناهمسان باعث تجمع تنشهای داخلی شده و لایه زیرین را به طرف بالا میکشد، در نتیجه، تابیدگی اتفاق میافتد.
با روشهای مختلفی میتوان از وقوع تابیدگی جلوگیری کرد. یک راه این است که دمای سیستم پرینت سه بعدی FDM، به ویژه دمای بستر ساخت و محفظه را به دقت تحت نظر بگیرید. همچنین، با افزایش چسبندگی میان قطعه و بستر ساخت نیز میتوانید از شدت تابیدگی بکاهید.
با رعایت یک سری نکات در هنگام طراحی میتوانید احتمال تاب برداشتن قطعه خود را کاهش دهید. در زیر، به چند نمونه از آنها اشاره میکنیم:
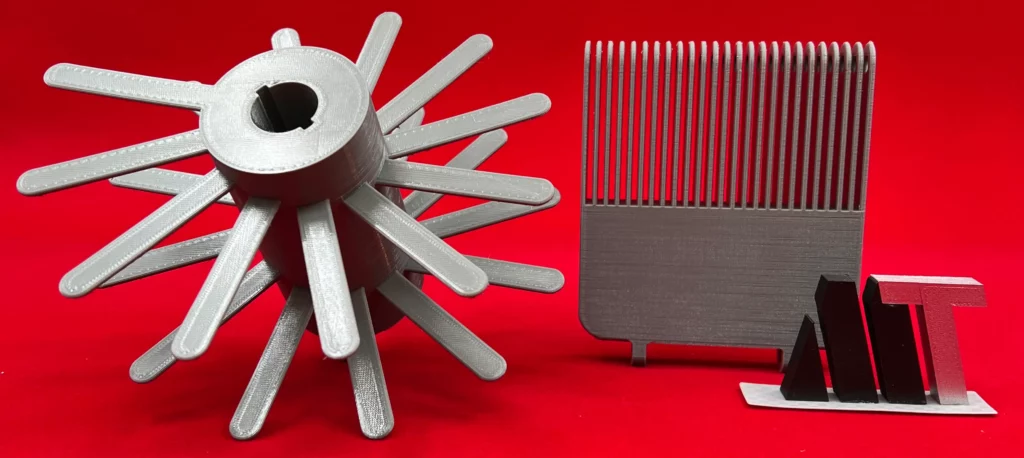
- نواحی پهن و هموار مانند وجوه یک جعبه مستطیلی، بیشتر مستعد تابیدگی میشوند. تا آن جا که ممکن است از این مسئله اجتناب کنید.
- دندانههای چنگال را تصور کنید، این چنین بخشهای نازک و بیرونآمده نیز مستعد تاب خوردگی هستند. افزودن مقداری ماده به لبه بخشهای نازک، سطح تماس آنها را با بستر ساخت افزایش داده و به جلوگیری از وقوع تابیدگی کمک میکند.
- گوشههای تیز نیز بیشتر از نواحی گرد تاب برمیدارند، بنابراین پیشنهاد میکنیم به هنگام طراحی، گوشهها را گرد کنید.
- استعداد تابیدگی مواد مختلف نیز باهم تفاوت دارد. برای نمونه، ABS بیشتر از PLA یا PETG دچار تابیدگی میشود.

لایهها به محض لایهنشانی شدن دچار انقباض میشوند و لایه زیری را به سمت بالا میکشند که بدین ترتیب تابیدگی اتفاق میافتد.
چسبندگی میان لایهها در فناوری پرینت سه بعدی FDM باید مطمئن باشد. دستگاه FDM با اکسترود ترموپلاستیک ذوب شده از طریق نازل، در واقع مواد را به لایههای قبلی میفشارد. به خاطر دمای بالا و فشار، لایهی در حال پرینت دوباره ذوب میشود و میتواند با لایه قبلی پیوند برقرار کند. مواد ذوب شده به لایه قبلی فشار وارد میکنند که در نتیجه آن، لایهها شکل بیضیگون به خود میگیرند. به همین خاطر، فارغ از ارتفاع لایه، سطح قطعات پرینت سه بعدی FDM همیشه موج دارد. بخشهای کوچک نیز، مانند سوراخها و رشتههای کوچک، ممکن است به عملیات پسا پردازش نیاز داشته باشند.

نمایی از اکستروژن مواد در FDM
پرینترهای سه بعدی FDM عملا نمیتوانند خود قطعه اصلی را به طور مستقیم لایهنشانی کنند. قطعاتی که از هندسههای خاصی برخوردارند باید به همراه سازههای تقویتی پرینت شوند که معمولا هم از جنس خود قطعه هستند. جداسازی سازه تقویتی در اغلب اوقات دشوار خواهد بود، بنابراین بهتر است طراحی به گونهای انجام شود که به کمترین سازه تقویتی نیاز باشد. همچنین، برخی از مواد تقویتی نیز در مایعات حل میشوند که معمولا هنگام کار با پرینترهای سه بعدی FDM رده بالا از آنها استفاده میشود. اما به خاطر داشته باشید که استفاده از مواد تقویتی حلشدنی به مجموع هزینههای پرینت میافزاید.
گاهی اوقات برای کاهش زمان پرینت و صرفهجویی در مواد، تکنولوژی پرینترهای سه بعدی FDM همه جسم جامد را تولید نمیکنند. بلکه فقط پوسته بیرونی را پرینت کرده و سپس داخل آن را با مواد پرکننده پر میکنند. تراکم ساختار درونی چنین قطعهای معمولا کم است. پرکننده و ضخامت پوسته، تاثیر چشمگیری بر استحکام قطعات پرینت سه بعدی FDM دارند. بیشتر پرینترهای سه بعدی رومیزی FDM به طور پیشفرض روی تراکم داخلی ۲۰% و پوستهای به ضخامت ۱ میلیمتری تنظیم شدهاند که میان استحکام و سرعت پرینت رابطه مناسبی برقرار میکند.

هندسه داخلی قطعات FDM با تراکم داخلی متفاوت.


