
چاپ سه بعدی استریولیتوگرافی (SLA) به دلیل توانایی تولید نمونه های اولیه و قطعات با دقت بالا ، ایزوتروپیک (همسانگرد) و ضد آب در طیف وسیعی از مواد پیشرفته با ویژگی های خوب و تکمیل سطح صاف ، بسیار محبوب شده است.
با این حال ، قطعات از چاپگر 100٪ تکمیل شده خارج نمی شوند: آنها اغلب به پس پردازش نیاز دارند. در حالی که قطعات مستقیماً خارج شده از سکوی ساخت، آماده و صاف هستند ، چند جلوه (تکمیل) اضافی ، قطعات را برای طیف گسترده ای از کاربرد ها مناسب می سازد.
این راهنما ، همه مواردی را که می خواهید در مورد پس پردازش قطعات SLA بدانید ، شستشوی قطعات در IPA ، پس پخت (پخت تکمیلی) آنها با نور و گرما ، رنگ آمیزی ، سنباده زنی و موارد دیگر، را پوشش می دهد.
اصول پس پردازش پرینت سه بعدی SLA
1.شستشو

بسیاری از کاربران می خواهند بدانند که چگونه قطعات چاپ شده سه بعدی SLA را رنگ آمیزی کنند ، یا اینکه چگونه آنها را صاف کرده و صیقل دهند تا مدل های زیبا و آماده جهت ارائه به مشتری ایجاد کنند. برای انجام این کار ، قطعات باید شسته شوند تا رزین چسبناک و اضافی از سطح پاک شود. عدم شستشوی صحیح قطعات قطعاتی چسبنده و نازیبا را نتیجه می دهد ، بنابراین پس پردازش برای موفقیت در چاپ سه بعدی بسیار حیاتی است.
نکات مربوط به شستشوی قطعات SLA:
- شرکت فرم لبز (Formlabs) توصیه می کند که قطعات SLA با ایزوپروپیل الکل (IPA) یا تری پروپیلن گلیکول مونومتیل اتر (TPM) شستشو داده شوند. بیشتر کاربران می دانند که IPA برای شستشوی قطعات موثرتر است. توجه داشته باشید که محلول های IPA اغلب فقط به مقدار زیاد قابل خریداری هستند ، بنابراین شما باید آماده ذخیره سازی IPA اضافی برای استفاده در آینده باشید. قبل از تصمیم گیری درباره بهترین روش ، از نظر محلی در دسترس بودن را بررسی کنید.
- قطعات باید در حلال حرکت کرده و همچنین برای تمیز سازی بهینه خیس شوند.
- قطعات را باید قبل از برداشتن تکیه گاه ها شست.
- هنگام ایجاد طرح هایی با کانال های باریک ، مانند میکروسیالات ، ممکن است یک سرنگ لازم باشد تا رزین داخلی ما تمیز شود و از پخت و مسدود کردن کانال ها توسط رزین جلوگیری شود.
- بعضی از قطعات ممکن است به دو شستشو در IPA یا TPM نیاز داشته باشند تا کاملا تمیز شوند. قبل از اتمام ، شستشو با آب توصیه می گردد. برای هر قطعه ، شما باید از قضاوت خود در مورد تمیز بودن کامل قطعه استفاده کنید.
2.پخت
وقتی چاپ یک قطعه SLA تمام می شود ، ممکن است واکنش پلیمریزاسیون هنوز کامل نشده باشد. این بدان معنی است که قطعات به خصوصیات نهایی مواد خود نرسیده اند و ممکن است عملکرد مطلوبی را نداشته باشند ، به خصوص قطعات سخت تحت تنش. قرار دادن چاپ در برابر نور و گرما که به آن پس پخت گفته می شود ، به استحکام و یکپارچه سازی خواص مواد آن کمک می کند.
نکات مربوط به پخت قطعات SLA:
- پس پخت برای رزین های استاندارد اختیاری است. انواع دیگر رزین برای دستیابی به خصوصیات مکانیکی نوری خود نیاز به پس پخت دارند.
- هر ماده باید برای مدت زمان مشخصی در معرض فرآیند پخت قرار گیرد. زمان پخت هر رزین را در اینجا مشاهده کنید.
برای اینکه فرآیند پخت یکپارچه و موثر باشد ، شرکت فرم لبز (Formlabs) فرم Cure را طراحی کرد. قطعات را پس از شستشو ، خشک کرده و داخل فرم Cure قرار دهید. این دستگاه دما و نور را برای بهینه سازی پس پخت ترکیب می کند. رزین خود را انتخاب کنید و فرم Cure فرآیند پخت را دقیقاً در میزان زمان مناسب شروع می کند تا خصوصیات فیزیکی چاپ شما را به حداکثر برساند.
فرم Cure برای پخت قطعات چاپ شده در پرینترهای سه بعدی SLA ، مانند فرم 2 و فرم 3 و فرم 3B ، طراحی شده است.

فرم 3L ، فرم 3 و دو واحد فرم Cure
بسیاری از روشهای دیگر برای پس پخت مانند نور طبیعی خورشید ، سالن های ناخن با دستگاه های UV ، جعبه های پخت DIY و غیره وجود دارند. اکیداً توصیه می شود که از مجموعه ای استفاده کنید که هم از نور و هم از گرما استفاده کند. در حالی که فرم Cure برای تضمین پخت کامل ، با یک تایمر داخلی برای هر نوع رزین ، ساخته شده است ، کاربران می توانند دستگاه های سفارشی برای پخت ایجاد کنند یا بخرند تا زمانی که قطعات به طور کافی در معرض گرما و نور قرار گیرند.
3.سنباده زدن

Nix مستقر در انتاریو یک قطعه چاپ شده سه بعدی Clear Resin SLA (رزین شفاف) را سنباده می زند.
سنباده زدن قطعات چاپ شده سه بعدی SLAاغلب بهترین روش یا صاف کردن لبه ها ، از بین بردن لکه ها و خلاص شدن از شر علائم باقی مانده کمکی (تکیه گاهی) است. سنباده زدن با دست روی اشکال ساده بسیار موثر است ، اما سنباده زنی اجسام پیچیده با شکاف های عمیق و تکیه گاه (پایه) های داخلی سخت و غیرممکن است.
بهترین راه برای سنباده زدن قطعات SLA این است که با کاغذ سنباده دارای سنگ ریزه کم شروع کنید و با گذشت زمان به آرامی به سطوح با سنگ ریزه ریزتر بروید. به عنوان مثال ، قطعات چاپ شده سه بعدی SLA را می توان توسط سنباده زنی با کاغذ سنباده از ماسه با کد سختی 3000 صاف و صیقلی نمود. سنگ ریزه را به آرامی افزایش دهید ، و قطعه را صیقلی و صاف کنید تا به بافت دلخواه برسد. در حدود 12000 سنگ ریزه ، قطعات باید بازتابنده (صیقلی) شوند. اگر با مشکل مواجه شدید ، سنباده زنی قطعه در زیر آب روان یا روی یک قطعه کاغذ سنباده مرطوب می تواند به ایجاد یک سطح صاف در قطعه های سخت کمک کند.
قطعات SLA از پلتفرم (سکوی) ساخت با خطوط لایه ای به طور قابل توجه کمتری نسبت به قطعات چاپ شده با سایر فرایندهای چاپ سه بعدی مانند فرآیند پرینت سه بعدی FDM ، خارج می شوند. اغلب اوقات ، خطوط لایه در پرینترهای SLA قابل توجه نیستند. این بدان معنی است که چاپ های سه بعدی FDM اغلب برای صاف کردن قطعات به میزان قابل توجهی سنباده کاری بیشتری نیاز دارند. گفته شد ، اگر شما به یک تکمیل شیشه ای صاف نیاز دارید ، پرینت سه بعدی SLA برای از بین بردن کامل اثر از لایه ها ، به ویژه در قطعات کروی ، به سنباده زنی نیاز دارد. شن و ماسه کاغذ سنباده که به آرامی افزایش می یابد ، به شما امکان می دهد خطوط لایه را روی هر قطعه SLA از بین ببرید و یا به حداقل برسانید.
رایج ترین دلیل سنباده زدن قطعات چاپ سه بعدی ، حذف علائم کمکی (تکیه گاهی) است. از آنجا که با چاپ سه بعدی راحت تر می شوید ، ارزش دارد که در فرایند آماده سازی چاپ وقت بیشتری صرف کنید که در چاپ های سه بعدی تکیه گاه از قطعات مهم یک چاپ را حذف کرده یا کاهش دهید. به عنوان مثال ، اگر در حال چاپ یک نیم تنه یا مدل هستید ، اغلب ممکن است قطعه را زاویه بندی کنید به طوری که چهره مدل به تکیه گاه نیاز نداشته باشد. این کار فرآیند سنباده زنی را بسیار آسان تر می کند.
هنگامی که از فرایند سنباده زنی رضایت دارید (کافی است)، می توان از یک پارچه میکرو الیاف اولیه برای از بین بردن هرگونه نقص جزئی و پاک سازی پودر کاغذ سنباده بر روی سطح چاپ استفاده کرد.
اگر مقدار قابل توجهی سنباده زدن را روی یک قطعه منفرد انجام دهید ، متوجه می شوید که زدن روغن معدنی به قطعه پس از شستشو می تواند سطح بسیار صافی ایجاد کند. مانند اکثر تکنیک ها ، روغن معدنی ممکن است بر اساس هندسه قطعه مزایای قابل توجهی برای چاپ شما ایجاد کند یا نکند. ممکن است مجبور شوید قبل از یافتن تکنیک تکمیل درست ، چندین قطعه را سنباده بزنید.
4.رنگ آمیزی

نمونه ای از یک قطعه چاپ شده سه بعدی SLA رنگ آمیزی شده با اکریلیک
-
چاپ با رزین رنگ شده
برای ایجاد یک رنگ سفارشی ، نیاز به گرفتن 1 لیتر رزین شفاف و رنگ آمیزی آن ، به طور معمول با جوهر الکل است. سپس رزین شفاف اصلاح شده را می توان برای استفاده در یک پرینتر سه بعدی Formlabs (فرم لبز) قرار داد و قطعه به رنگ جدیدی (سفارش مشتری) که ایجاد کرده اید چاپ می شود. جوهرهای الکلی به طور کامل در رزین شفاف حل می شوند ، و این امر موجب می گردد که این ماده به عنوان ماده (عامل) رنگ ایده آل برای ایجاد رنگهای ثابت در سراسر چاپ باشد. اگر می خواهید قطعات چاپ شده سه بعدی را با رزین رنگ شده رنگ آمیزی کنید ، توجه داشته باشید که از یک محلول شستشوی جداگانه برای این قطعات استفاده کنید ، زیرا رزین رنگ شده در شستشو حل می شود. محلول شستشوی خود را برچسب بزنید تا بدانید که از کدام نوع رنگها استفاده شده است تا اطمینان حاصل کنید که به طور تصادفی یک قطعه با رزین سفید را در آب حاوی یک رنگ تیره شستشو نمی دهید.

رزین شفاف مخلوط شده با جوهر الکل
نکته: Formlabs Color Kit (کیت رنگ فرم لبز) یک بسته استاندارد اختلاط رنگ یکپارچه است که توسط Formlabs ارائه می شود. کیت رنگ چاپ سه بعدی را در طیف وسیعی از رنگها بدون کار دستی تکمیل و رنگ آمیزی امکان پذیر می کند. برای دیدن نحوه کار کیت رنگ آمیزی ، فیلم زیر را مشاهده کنید.
برای دیدن کیت رنگ در عمل ، بررسی کنید که چگونه birdkids با استفاده از چاپ سه بعدی با طیف گسترده ای از مواد ، از جمله کیت رنگ ، محصول جدیدی را با پالت رنگ تولید کرده است.
-
رنگ آمیزی قطعات SLA بعد از چاپ
اگر نمی خواهید یک دسته کامل از مواد رنگ شده را مخلوط کنید ، اما هنوز هم می خواهید قطعات خود را رنگ کنید ، می توانید رنگ را پس از چاپ استفاده کنید. برای به دست آوردن قطعات چند رنگ می توانید مناطق مورد نظر خود را به راحتی در محلولهای رنگ مختلف فرو ببرید.
رنگ آمیزی برخی رزین ها از سایر موارد آسان تر است مانند رزین شفاف و رزین الاستیک. یکبار دیگر ، توصیه می شود که یک محلول جوهر الکل ایجاد کنید و قطعات چاپگر سه بعدی را با تکیه گاه در محلول قرار دهید.
یکی از مزایای رنگ آمیزی قطعات چاپ شده سه بعدی با رزین رنگ شده این است که نیازی به تغییر رنگ یک لیتر کامل رزین ندارید. در عوض ، می توانید چندین قطعه را در رزین شفاف چاپ کرده و در رنگ های مختلف رنگ آمیزی کنید. تمیز کردن قطعات چاپ شده سه بعدی رنگ شده ، با استفاده از IPA بسیار آسان تر است ، زیرا نیازی به شستشوی اختصاصی IPA ندارد.
-
رنگ آمیزی با اکریلیک
برای مدلهای پیچیده با جزئیات پیچیده ، ممکن است فقط با استفاده از رنگ مقداری رنگ اضافه شود. اگرچه این فرایند می تواند زمانبر باشد و نتیجه آن با توانایی رنگ آمیزی تعیین می شود ، اما مجوز هنری بیشتری را به کاربر ارائه می دهد. رنگ آمیزی قطعات SLA پس از چاپ ، یا استفاده از کیت های رنگ Formlabs ، به یک واحد شستشوی جداگانه احتیاج دارد تا باعث انتقال رنگ به سایر قطعات نشود. رنگ آمیزی با اکریلیک این مسئله را برطرف می کند ، زیرا قطعات می توانند مانند حالت طبیعی شسته و پخت شوند و پس از خشک شدن رنگ آمیزی شوند.
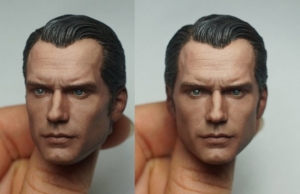
یک نقاش ماهر با استفاده از اکریلیک می تواند قطعات را زنده کند
-
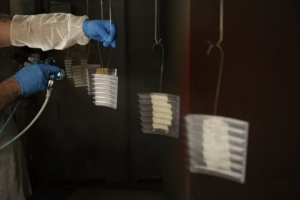
اسپری رنگ
اسپری رنگ باعث ایجاد سطوح صاف و شیب های رنگ عمیق می شود و به ویژه برای چاپ های بزرگ یا مسطح بسیار کارآمد است. در دستان یک کاربر ماهر ، قطعات چاپ شده سه بعدیSLA می توانند به سرعت با اسپری رنگ شوند. بهترین تکنیک برای رنگ آمیزی با اسپری استفاده از چند لایه نازک است که به صورت ایده آل در یک جلسه انجام می شود. یک اسپری رنگ آستر بهترین روش برای رنگ آمیزی قطعات چاپ شده است زیرا به سرعت سطحی را با پوشش (روکش) یکنواخت می پوشاند. برای آموزش گام به گام آموزش بهترین روش های رنگ آمیزی با اسپری قطعات چاپ شده سه بعدی SLA، توصیه می شود که راهنمای Formlabs “نحوه آماده سازی و رنگ آمیزی قطعات چاپ شده سه بعدی” را بخوانید.
5.گام نهایی: پوشش
برای نصب در Times Square ، Window to the Heart ، تیم های Formlabs و Aranda/Lasch با یک فروشگاه لوازم اتومبیل کار کردند تا هر کاشی (پلاستیکی) را در Lesonal Universal Clear با اسپری بپوشانند.
برای قطعاتی که برای تحت تأثیر قرار دادن واقعی ایجاد شده اند ، یک گام جایگزین وجود دارد که کاربران می توانند در روند پرداخت (صیقل دادن) بردارند. برای صیقل دادن کامل قطعات چاپ شده سه بعدی SLA ، ممکن است به جای استفاده از یکی از روش های رنگ آمیزی ذکر شده در بالا ، بخواهید که آنها را بپوشانید. به طور کلی یک پوشش (روکش) اسپری شفاف بهتر است تا قطعات را به پایان (تکمیل) براق برساند. پوشش های اسپری باید فقط پس از سنباده کاری دقیق قطعه استفاده شوند.
هنگام پوشش قطعات چاپ سه بعدی ، توصیه می شود از فرآیند پخت رزین شفاف صرف نظر کنید ، زیرا گاهی اوقات باعث زرد شدگی در قطعات می شود. اگر قطعه ای که روی آن را می پوشانید برای زیبایی شناسی محض مورد استفاده قرار می گیرد ، در این صورت پخت برای نشان دادن خصوصیات مکانیکی آن ممکن است لازم نباشد. پس از IPA و شستشو با آب ، به جای پخت ، قطعه باید خشک شود. پس از خشک شدن کامل ، دو تا سه لایه اسپری را در یک محیط عاری از گرد و غبار استفاده کنید.
-
آبکاری
پوشش می تواند راه های جدیدی را برای استفاده از قطعات چاپ شده سه بعدی نیز باز کند. یکی از این موارد ، آبکاری قطعات به منظور تغییر و افزایش قابلیت استفاده آنها است. آبکاری به یک فرایند الکتروشیمیایی گفته می شود که در آن یونهای فلزی در یک لایه نازک روی سطح یک قطعه رسوب می کنند. سطوح آبکاری به طور قابل توجهی قطعات زیرین خود را تقویت می کنند و مقاومت مواد در برابر سایش ، قرار گرفتن در معرض اشعه ماورا بنفش و خوردگی را بهبود می بخشند. این برای قطعات استفاده (کاربرد) نهایی عالی است و جایگزین ارزانتری برای چاپ سه بعدی فلزی است.
آیا می خواهید آبکاری را در عمل مشاهده کنید؟ فولکس واگن با استفاده از رزین شفاف هاب کاپ ها را روی پرینتر سه بعدی SLA دسک تاپ Formlabs چاپ کرد و سپس آنها را با یک لایه نیکل به ضخامت 0.004 اینچ آبکاری کرد. قطعات به دست آمده مانند فلز به نظر می رسند و احساس می شوند ، اما با تکمیل طرح ها و با حداقل محدودیت های هندسی ، می توانند سریع تولید شوند.




{kind=link}
بدون دیدگاه